关键词:冷却压模具,结构
经过多年冷冲压模具的设计实践使我深深体会到,设计的冷冲压模具的结构是否合理,是否好用,对能否生产出合格的工件,开发的新产品能否成功,是至关重要的。一套模具,结构简单的不过几十个零部件组成。但是,我们绝不能小看它。在刚开始设计时,是选何种模具结构形式,是选正装模具结构(即凹模安装在下模座上)呢?还是倒(反)装模具结构(即凸模安装在下模座上)?是选单工序模具结构呢?还是选复合模具结构?这是摆在我们每个模具工作者面前的一个非常值得深入探讨的话题,这里面是大有文章可做的。
1 何时选用正装模具结构(由于加精度要求不高,生产批量不大的工件,在很多生产企业都普遍存在。故只讨论无导向装置的单工序模)
1.1 正装模具的结构特点
正装模具的结构特点是凹模安装在下模座上。故无论是工件的落料、冲孔,还是其它一些工序,工件或废料能非常方便的落入冲床工作台上的废料孔中。因此在设计正装模具时,就不必考虑工件或废料的流向。因而使设计出的模具结构非常简单,非常实用。
1.2 正装模具结构的优点
(1)因模具结构简单,可缩短模具制造周期,有利于新产品的研制与开发。
(2)使用及维修都较方便。
(3)安装与调整凸、凹模间隙较方便(相对倒装模具而言)。
(4)模具制造成本低,有利于提高企业的经济效益。
(5)由于在整个拉伸过程中,始终存在着压边力,所以适用于非旋转体件的拉抻(参看五金科技,1997;6:42~44)。
1.3 正装模具结构的缺点
(1)由于工件或废料在凹模孔内的积聚,增加了凹模孔内的小组涨力。因此凹必须增加壁厚,以提高强度。
(2)由于工件或废料在凹模孔内的积聚,所以在一般情况下,凹模刃口就必须要加工落料斜度。在有些情况下,还要加工凹模刃口的反面孔(出料孔)。因而即延长了模具的制作周期,又啬了模具的加工费用。
1.4 正装模具结构的选用原则
综上所述可知,我们在设计冲模时,应遵循的设计原则是:应优先选用正装模具结构。只有在正装模具结构下能满足工件技术要求时,才可以考虑采用其它形式的模具结构。
2 何时选用倒(反)装模具结构
2.1 倒装模具的结构特点
倒装模具的结构特点是凸模安装在下模座上,故我们就必须采用弹压卸料装置将工件或废料从凸模上卸下。而它的凹模是安装在模座上,因而就存在着如何将凹孔内的工件或废件从孔中排出的问题。图1这套倒装模是利用冲床上的打料装置,通过打料杆9将工件或废料打下,在打料杆9将工件或废料打下的一瞬间,利用压缩空气将工件或废料吹走,以免落到工件或坯料上,使模具损坏。另外需注意的一点就是,当冲床滑块处于死点时,卸料圈5的上顶面,应比凸模高出约0.20~0.30mm。即必须将坯料压紧后,再进行冲裁。以免坯料或工件在冲裁时移动,达不到精度要求。
|
|
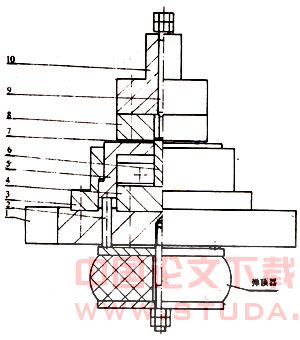
1.上模座 2.顶杆 3.卸料圈固定座 4.凸模座 5.卸料圈
6.凸模 7.工件 8.凹模 9打料杆 10.上模座
2.2 倒装模具结构的优点
(1)由于采用弹压卸料装置,使冲制出的工件平整,表面质量好。
(2)由于采用打料杆将工件或废料从凹模孔中打下,因而工件或废料不在凹模孔内积聚,可减少工件可废料对孔的涨力。从而可减少凹模的壁厚,使凹模的外形尺寸缩小,节约模具材料。
(3)由于工件或废料不在凹模孔内积聚,可减少工件或废料对模刃口的磨损,减少凹模的刃磨次数,从而提高了凹模的使用寿命。
(4)由于工件或废料不在凹模也内积聚,因此也就没有必要加工凹模的反面孔(出料孔)。可缩短模具制作周期,降低模具加工费用。
(5)由于压边力只在平板坯料没有完全被拉入凹模前起作用,所以适用于旋转体体的拉伸。如图2中的圆筒形件(参看五金科技,1997;6:42~44)。
2.3 倒装模具结构的缺点
(1)模具结构较复杂(相对正装模具而言)。
(2)安装与调整凸凹模之间的间隙较困难(相对正装模而言)。
(3)工件或废料的排除麻烦(最好使用压缩空气将其吹走)。
2.4 倒装模具结构的选用原则
综上所述可知,只有当工件表面要求平整、外形轮廓较复杂、外形轮廓不对称、或坯料较薄时的冲裁,以及旋转体件拉伸时,才选用倒装模具结构。
3 何时选用单工序模具结构
3.1 单工序模具结构的特点
所谓单工序模具结构,就是在冲床的一次行程内,只能完成一道工序。
3.2 单工序模具结构的优点
(1)模具结构简单,制造周期短,加工成本低;
(2)模具通用性好,不受冲压件尺寸的限制即适合于中小型冲压的生产;也适合于一些外形尺寸较大、厚度较厚的冲压件的生产。
3.3 单工序模具结构的缺点
(1)制件精度不高;
(2)生产效率低。
3.4 单工序模具结构的选用原则
综上所述可知,对一些精度要求不高,生产批量不大的工件,采用单工序模具还是比较合适的。尤其是现在我们国家实行的是社会主义市场经济。新产品的开发与研制对每个企业来说,都是至关重要的。而对一些需要冲压生产的新产品来说,就提出了一个要求:要求研制周期短,开发速度快,制造成本低。因内有这样开发出的磨擦产品才能迅速占领市场。而在这一点上,单工序模具就更能满足这一要求,所以就显得更实用一些。
4 何时选用复合模具结构
4.1 复合模具结构的特点
所谓复合模具结构,就是在冲床的一次行程内,完成两道以上的冲压工序。在完成这些工序过程中,冲件材料无需进给移动。图 2就是一套落料、拉伸的圆筒形件的复合模具。这套模具的工艺流程必须是先落料、后拉伸。因只有这样才不致于使圆筒形件拉裂。为保证这一工艺流程的顺利进行,就必须使落料凹模2的高度h1,比拉伸凸模4的高度h2,高出约1.2t~1.5t(t为料厚)。另外需注意的一点就是,当冲床滑块处于上死点时,压边圈3的上顶面,应比落料凹模2的高度h1,高出约0.20~0.30mm。即必须将坯料压紧,再进行冲裁。在整个冲压过程中,压边圈3起的作用是,在冲裁开始时,先将坯料压紧;而当拉伸完成后,又将工件6从拉伸凸模4下顶出。即一个零部件在一套模具中起到两种作用。另外打料板8在这套复合模中起到的作用,与《对几种拉伸模具结构的探讨》)刊登在《五金科技》,1997;6:42~44)这篇文章中论述的打料板7起的作用是一致的,所以就不再赘述了。总之,出发点只有一个,即为了使设计出的模具结构简单、实用,就应最大限度的发挥每一个零部件的功能。
|
|
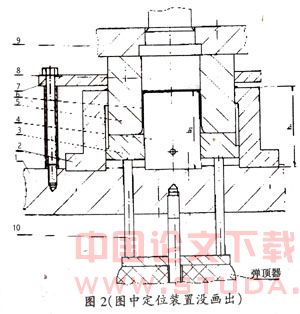
1.下模座 2.落料凹模 3.压边圈 4.拉伸凸模 5.凸凹模
6.工件 7.卸料板 8.打料板 9上模座 10.顶杆
4.2 复合模具结构的优点
(1)制件精度高。由于是在冲床的一次行程内,完成数道冲压工序。因而不存在累积定位误差。使冲出的制件内外形相对位置及各件的尺寸一致性非常好,制件平直。适宜冲制薄料和脆性或软质材料。
(2)生产效率高。
(3)模具结构紧凑,面积较小。
4.3 复合模具结构的缺点
(1)凸凹模璧厚不能太薄(外形与内形、内形与内形),以免影响强度。
(2)凸凹模刃磨有时不方便。尤其是在凸凹模即冲裁,又成形的情况时。如图2中的凸凹模5(如生产批量大,条件许可时,可将凸凹模刃口部分和盛开部分分开设计)。
4.4 复合模具结构的选用原则
综上所述可知,只有当制件精度要求高,生产批量大,表面要求平整时,才选用复合模具结构。
5 结束语
通过以上对几种模具结构的分析、比较,我们可以看出。模具结构也如同世界上的任何事物一样,都存在两重性。即有利的一面,也有弊的一面。十全十美的事物是不存在的。因此我们在选用模具结构时,应根据各种模具的结构形式,权衡利弊,综合加以考虑。绝不能根据条条、框框,生搬硬套。应充分根据每个生产企业的生产规模、冲压设备状况和模具加工能力的实际情况,灵活掌握。总之,只要我们每个模具工作者互相交流经验,取长补短、敢于创新、敢于探索、勇于实践,就一定会有许多结构新颖、简单、使用维修方便、操作安全的模具结构涌现出来。